उत्पादन




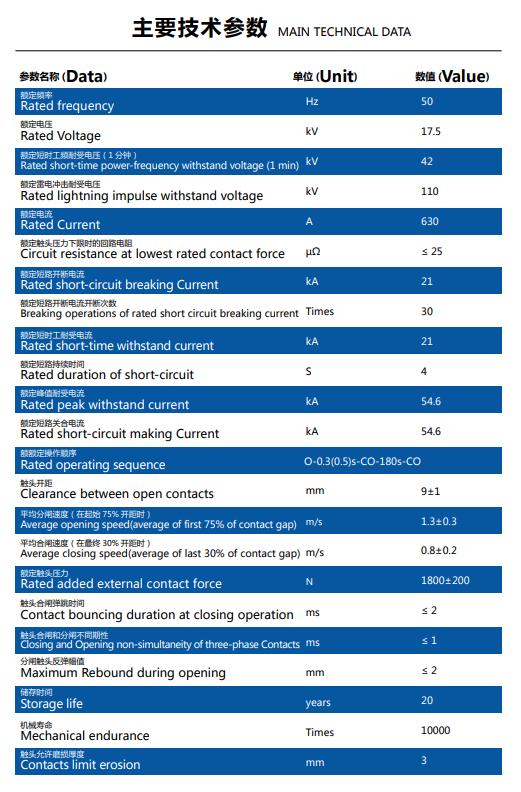
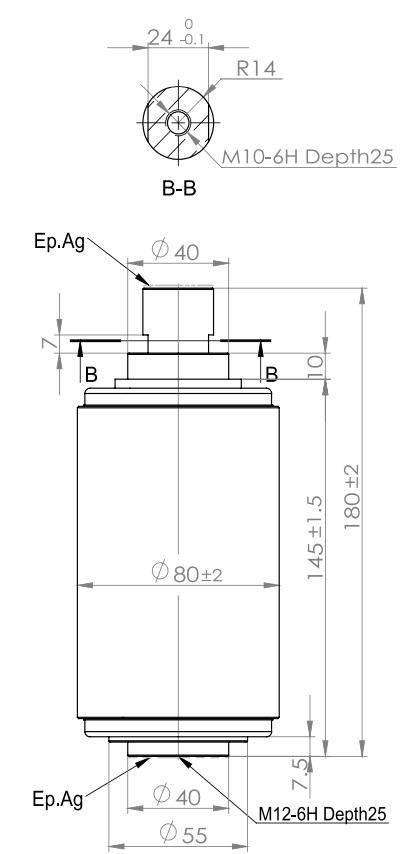
निर्यात TD-17.5/630-21(188) साठी व्हॅक्यूम इंटरप्टर
उत्पादनाचे संक्षिप्त वर्णन:
व्हॅक्यूम इंटरप्टर्सचे सबसॅम्ब्ली सुरुवातीला हायड्रोजन-वातावरण भट्टीत एकत्र केले आणि ब्रेज केले गेले.इंटरप्टरच्या आतील भागाला जोडलेली ट्यूब बाह्य व्हॅक्यूम पंपसह इंटरप्टर बाहेर काढण्यासाठी वापरली गेली होती तर इंटरप्टर सुमारे 400 °C (752 °F) वर राखला गेला होता.1970 पासून, इंटरप्टर उपघटक उच्च-व्हॅक्यूम ब्रेझिंग भट्टीमध्ये एकत्रित ब्रेझिंग-आणि-इव्हॅक्युएशन प्रक्रियेद्वारे एकत्र केले गेले आहेत.उच्च-व्हॅक्यूम भट्टी वापरून दहापट (किंवा शेकडो) बाटल्यांवर एका बॅचमध्ये प्रक्रिया केली जाते जी त्यांना 900 °C पर्यंत तापमानात आणि 10−6 mbar च्या दाबावर गरम करते.अशा प्रकारे, इंटरप्टर्स गुणवत्ता आवश्यकता पूर्ण करतात "जीवनभरासाठी सीलबंद".पूर्णपणे स्वयंचलित उत्पादन प्रक्रियेबद्दल धन्यवाद, उच्च गुणवत्ता सतत कोणत्याही वेळी पुनरुत्पादित केली जाऊ शकते.
नंतर, एक्स-रे प्रक्रियेद्वारे इंटरप्टर्सचे मूल्यांकन पोझिशन्स तसेच अंतर्गत घटकांची पूर्णता आणि ब्रेझिंग पॉइंट्सची गुणवत्ता तपासण्यासाठी केला जातो.हे व्हॅक्यूम इंटरप्टर्सची उच्च गुणवत्ता सुनिश्चित करते.
निर्मिती दरम्यान, व्हॅक्यूम इंटरप्टरची निश्चित अंतर्गत डायलेक्ट्रिक ताकद हळूहळू वाढत्या व्होल्टेजसह स्थापित केली जाते आणि त्यानंतरच्या लाइटनिंग इम्पल्स व्होल्टेज चाचणीद्वारे याची पडताळणी केली जाते.व्हॅक्यूम इंटरप्टर्सच्या गुणवत्तेचा पुरावा म्हणून दोन्ही ऑपरेशन्स मानकांमध्ये निर्दिष्ट केलेल्या मूल्यांपेक्षा उच्च मूल्यांसह केल्या जातात.दीर्घ सहनशक्ती आणि उच्च उपलब्धतेसाठी ही पूर्व शर्त आहे.
विशिष्ट परिस्थितींमध्ये, व्हॅक्यूम सर्किट ब्रेकर सर्किटमधील विद्युत् प्रवाहाला पर्यायी-करंट सर्किटमधील नैसर्गिक शून्यापूर्वी (आणि विद्युत् प्रवाह उलटणे) शून्यावर आणू शकतो.जर इंटरप्टर ऑपरेशनची वेळ AC-व्होल्टेज वेव्हफॉर्मच्या संदर्भात प्रतिकूल असेल (जेव्हा कंस विझलेला असतो परंतु संपर्क अद्याप हलत असतात आणि इंटरप्टरमध्ये आयनीकरण अद्याप विखुरलेले नाही), व्होल्टेज गॅपच्या विसस्टेड व्होल्टेजपेक्षा जास्त असू शकते.
आजकाल, अत्यंत कमी करंट चॉपिंगसह, व्हॅक्यूम सर्किट ब्रेकर्स ओव्हरव्होल्टेज निर्माण करणार नाहीत ज्यामुळे आसपासच्या उपकरणांचे इन्सुलेशन कमी होऊ शकते.